07,10,2026 0visualizações
No processo de moldagem por injeção,A "temperatura de cola fundida" é um indicador-chave para determinar a qualidade do produto, a estabilidade da moldagem e a eficiência da produção.Embora possamos definir a temperatura através do aquecimento do tubo, a temperatura real do centro da cola fundida é vulnerável ao efeito do "calor de corte" e dos "parâmetros de plastificação", especialmente o design do parafuso, a velocidade de rotação e a contrapressão para o controle da temperatura da cola fundida são fatores que não podem ser ignorados.
Portanto, para máquinas de injeção de alta qualidade, o verdadeiro controle de temperatura não é apenas a gestão do aquecimento do tubo, mas o controle do estado do material e a engenharia geral da eficiência da conversão de energia da plastificação.Do ponto de vista do projeto do equipamento de produção em massa, a temperatura da cola fundida é estável ou não, não só depende da configuração dos parâmetros do processo, mas também está estreitamente relacionada com a própria estrutura de plastificação da máquina de injeção e a precisão do sistema de controle de temperatura.。
Por que a temperatura do tubo da máquina de moldagem por injeção não é igual à temperatura real da cola fundida?
A "temperatura da cola fundida" e a "temperatura do tubo" parecem estar estreitamente relacionadas, mas, na verdade, o significado e o modo de medição representados por estes dois são essencialmente diferentes, se depender apenas da temperatura do tubo como base para os parâmetros de moldagem, muitas vezes é fácil subestimar o estado real da cola fundida, causando flutuações de qualidade e redução da taxa de benefício.

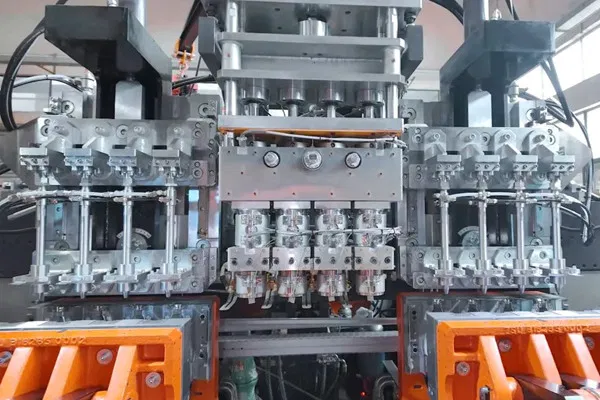
Figura 1. Esquema da estrutura central de aquecimento da máquina de injeção
O sensor instalado no tubo de alimentação (termoacoplamento) mede a temperatura da parede do tubo de alimentação, em vez da temperatura real do centro da cola fundida, no entanto, o calor deve ser transferido para a cola fundida interna através do aquecimento da placa térmica do tubo de alimentação, portanto, é vulnerável à temperatura ambiental e ao aquecimento do equipamento, causando ainda mais a diferença entre a medição e os valores definidos.
Se a temperatura da cola fundida for muito alta, é fácil desencadear a fissura térmica, levando a descoloração do material, bolhas, fios de prata, queimaduras e até mesmo a liberação de gases perigosos, não só reduzindo a resistência estrutural, mas também afetando a qualidade da aparência. Por outro lado, se a temperatura da cola fundida for baixa, a fluidez do plástico será insuficiente, causando facilmente defeitos como curto prazo, preenchimento incompleto, fio de fusão e vestígios de refrigerante, o que resulta em tamanho instável do produto acabado.
Portanto, a configuração de temperatura do tubo de alimentação por si só não pode dominar eficazmente o estado real da cola fundida,Na prática, deve combinar a amostragem de cola fundida com medição de temperatura, correção e outros métodos para otimizar e controlar o processo integral。
Como o calor de corte afeta a temperatura da cola fundida na moldagem por injeção?
A temperatura da cola fundida, além de ser afetada pelo aquecimento externo do tubo, é mais importante a contribuição do "calor de corte" gerado pela rotação do parafuso. Quando o parafuso gira a alta velocidade ou a alta pressão de volta, o plástico é fortemente atrito e comprimido, aumentando rapidamente a energia térmica local, que muitas vezes excede a energia fornecida pela placa térmica elétrica.Especialmente em tubos de grande diâmetro ou usando materiais de alta viscosidade (comodo PVC,PEEK(Espere)A distribuição da temperatura da cola fundida será mais desigual, e a diferença de temperatura entre o centro e a borda pode chegar a dezenas de graus.
As necessidades de controle de corte também diferem entre indústrias:
Embalagem de alta velocidadeAtenção à eficiência da plastificação e à saída de corte estável, evitando o curto ciclo e o processo de produção em massa, flutuações de temperatura da cola fundida causam enchimento instável, o desvio do peso do produto ou defeitos de aparência.
Óptica de precisãoA homogeneização de baixa temperatura de corte e cola fundida é necessária para evitar que o sobreaquecimento local cause resíduos de tensão que afetem a transmissão da luz, a refração e a qualidade da superfície do produto.
Materiais reciclados / microespumasFoco no gerenciamento do processo térmico do plástico e no controle da energia de corte para evitar a degradação secundária dos materiais reciclados e manter a uniformidade da espuma e a taxa de expansão da espuma.
Materiais sensíveis ao calor (como PVC)POM(PLA, etc.)Preste atenção ao tempo de permanência do plástico e ao design de corte baixo para evitar a decomposição do material, a carbonização e a geração de gases tóxicos e garantir a segurança da moldagem.
Portanto, para melhorar a moldagem de cola fundida, além de fornecer calor através de placas elétricas,A escolha de diferentes projetos de parafusos, ajustar a velocidade do parafuso e a pressão de volta podem melhorar eficazmente a fluidez da cola fundida para alcançar o objetivo de enchimento melhor.。
Como o design do parafuso afeta a distribuição de temperatura da cola fundida e a estabilidade da plastificação?
A função central dos parafusos de injeção não é apenas a de transportar e fundir plásticos, mas também um componente de controle fundamental para todo o processo de conversão de energia plastificada.
O parafuso de injeção padrão é composto por três seções:
Segmento de alimentação: transporta partículas plásticas em estado sólido e pré-aquece até perto do ponto de fusão.
Segmento de compressão: fundição e mistura de plásticos, o calor de corte gerado neste segmento é a principal fonte de aumento da temperatura da cola fundida.
Segmento de medição: homogeneize a cola fundida e estabilize a saída, este controle de temperatura deve ser preciso para evitar a degradação do plástico ou afetar a fluidez.
A proporção apropriada de comprimento do parafuso (L/D) e a proporção de compressão afetam diretamente a geração de calor de corte e a distribuição da temperatura da cola fundida.Portanto, no equipamento moderno de moldagem por injeção, a estabilidade da qualidade da cola fundida não só depende do próprio projeto do parafuso, mas também está altamente relacionada com o controle estável da velocidade de rotação do parafuso, a estabilidade da carga plastificada, a rigidez da estrutura mecânica e a precisão do sistema de acionamento.。
Caso de projeto de equipamento FCS:
Máquina de injeção de cotovelo externa série SAAplicável para embalagens de alta velocidade, peças automotivas, paletes logísticas e produção em massa de grandes peças. Mantenha uma carga de plastificação estável por um longo período de tempo através de um molde de bloqueio de cotovelo externo de alta rigidez e saída de pressão de óleo.
Máquinas de injeção totalmente elétricas da série CT-eAdequado para aplicações eletrônicas, ópticas, médicas e de microespuma. Reduza a flutuação térmica da plastificação e melhora a estabilidade da qualidade da cola fundida através do servocontrole de alta precisão.
Como a velocidade do parafuso e a pressão de volta afetam a temperatura da cola fundida?
A rotação do parafuso produz uma grande quantidade de calor de atrito e é uma das fontes de calor do plástico fundido. No entanto, no local de produção real, muitos operadores, para reduzir o tempo de armazenamento, muitas vezes ajustam a velocidade de rotação do parafuso para que a temperatura do centro da cola fundida seja maior do que o valor definido da placa elétrica, levando a variações de qualidade causadas pelo aumento da temperatura local e a degradação do material.
Os resultados experimentais mostram que, quando a velocidade de rotação do parafuso aumenta de 10 rpm para 100 rpm, a temperatura média da cola fundida aumenta de cerca de 3 ° C e a temperatura local aumenta até mais de 15 ° C, mostrando que o calor de corte tem um impacto muito significativo no aquecimento da cola fundida durante a plastificação de alta velocidade.

Figura 2. Efeito da velocidade do parafuso da máquina de moldagem por injeção na temperatura da cola fundida
(Plástico: PP / Tonelagem da plataforma: 100)
(Plástico: PP / Tonelagem da plataforma: 100)
A pressão de volta pode melhorar a solidez da cola fundida, a uniformidade da temperatura e a eficiência da condução térmica, tornando a distribuição da temperatura mais estável.
Os resultados mostram que, quando a pressão de volta aumenta de 10 bar para 30 bar, a temperatura média da cola fundida aumenta lentamente em torno de 1 ~ 2 ° C, e a uniformidade da mistura de cores e a estabilidade da viscosidade podem ser claramente observadas, especialmente para produtos com maior proporção de pó colorido.

Figura 3. Efeito da pressão de volta da máquina de injeção sobre a temperatura da cola fundida
Assim, ao definir a velocidade do parafuso,A taxa de corte, a viscosidade e o diâmetro do parafuso do material de referência devem ser ajustados dentro da faixa de velocidades apropriadas para evitar variações de qualidade causadas pelo aumento da temperatura local da cola fundida.。
Sensibilidade térmica e estratégias de controle de temperatura para diferentes materiais plásticos
"Sensibilidade térmica" refere-se a materiais termoplásticos que, durante a moldagem por injeção, são propensos a se desintegrar ou deteriorar devido ao processo de aquecimento. A sensibilidade térmica de diferentes materiais varia muito, por exemplo, PVC, PC, PET e outros materiais precisam controlar especialmente a temperatura e o tempo de permanência. A tabela de controle da sensibilidade térmica dos materiais termoplásticos comuns durante a moldagem por injeção é a seguinte:
Tabela 1, Tabela de controle da sensibilidade térmica dos materiais termoplásticos comuns na moldagem por injeção

Como as máquinas de injeção inteligentes passam do controle experiencial ao controle de dados?
Para obter uma qualidade de cola fundida verdadeiramente estável, não é apenas definir os números no calor elétrico do tubo, mas é necessário entender as mudanças no material sob o corte, bem como o controle de processo e a integração do projeto do equipamento de moldagem por injeção. A moldagem por injeção inteligente moderna introduziu gradualmente tecnologias como monitoramento de temperatura da boca de injeção, monitoramento de temperatura no molde e análise de temperatura do fluxo de água, e a chave da concorrência do futuro do equipamento de moldagem por injeção será:
Capacidade de controle de energia plastificada
Capacidade de estabilidade da qualidade da cola fundida
Capacidade de integração de dados inteligentes
Além da otimização do processo, oSistema de fabricação inteligente iMF 4.0Integração de monitoramento de energia plastificada, análise de estabilidade de processo e gerenciamento de consumo de energia para ajudar a atingir os objetivos de economia de energia ESG e fabricação sustentável.
FAQ: Perguntas frequentes sobre o controle de temperatura da cola fundida da máquina de moldagem por injeção
01、A temperatura do tubo da máquina de injeção é igual à temperatura real da cola fundida?
A temperatura real da cola fundida é maior do que a temperatura do tubo. A temperatura do tubo é geralmente medida por um sensor instalado no exterior do tubo, refletindo principalmente a temperatura da parede do tubo; No entanto, a temperatura real do centro da cola fundida é afetada pelo calor de corte, a velocidade do parafuso, a pressão inversa, a viscosidade do material e as condições de plastificação, portanto, pode haver diferença de temperatura entre os dois.
02、Por que a alta temperatura da cola fundida afeta a qualidade da moldagem por injeção?
Temperaturas elevadas de cola fundida podem causar fissão térmica do material, resultando em descoloração, bolhas, fios de prata, queimaduras, pontos negros ou redução da força. Para materiais sensíveis ao calor, como PVC, POM e PLA, temperaturas elevadas também podem desencadear a decomposição e a produção de gases perigosos, o que requer um controle mais preciso da temperatura e do tempo de permanência.
03、Quais são os defeitos de moldagem por injeção causados pela baixa temperatura da cola fundida?
Temperatura de cola fundida muito baixa pode fazer com que o plástico não seja suficientemente fluido, e é fácil produzir problemas de curta distância, preenchimento incompleto, linhas de fusão, vestígios de refrigerante e tamanho instável, que também podem afetar a aparência e a qualidade estrutural do produto acabado.
04、O que é corte de calor? Por que afeta a temperatura da cola fundida?
O calor de corte é a energia térmica gerada pelo atrito e pela extrusão do plástico durante a rotação, compressão e mistura do parafuso. Quando a velocidade de rotação do parafuso é muito alta ou a configuração de contrapressão é muito grande, o calor de corte aumenta, quando a temperatura de retorno do termoacoplamento do tubo de alimentação é superior ao valor de temperatura de alimentação, o calor de corte é superior ao fornecimento de energia térmica da placa elétrica, o que afeta a estabilidade da moldagem.
05、Quanto mais rápido o parafuso gira, melhor será a eficiência da plastificação?
Não necessariamente. Aumentar a velocidade do parafuso pode reduzir o tempo de armazenamento, mas também aumenta o calor de corte, o que pode causar sobreaquecimento local, degradação do material ou flutuações de qualidade. A configuração real deve ser ajustada de acordo com as características do material, o diâmetro do parafuso, as necessidades do produto e o ciclo de moldagem.
06、Qual é o papel da pressão de volta na moldagem por injeção?
A principal função da contrapressão é melhorar a solidez da cola fundida, excluir o gás, e também pode melhorar o efeito de mistura, a uniformidade da temperatura e a dispersão do tóner, ajudando a melhorar a estabilidade da plastificação. No entanto, a pressão de volta elevada também pode aumentar o calor de corte e a carga térmica do material causando a deterioração, portanto, é necessário encontrar um equilíbrio entre o efeito de mistura e o controle da elevação da temperatura.
07、Quais materiais plásticos precisam prestar especial atenção ao controle da temperatura da cola fundida?
PVC、POM、PLA、PC、PET、 O nylon PA, PEEK, PMMA e outros materiais são mais sensíveis à temperatura ou à umidade, à hidrolise e assim por diante. Ao moldar, é necessário prestar especial atenção às condições de secagem, temperatura do tubo, velocidade do parafuso, contrapressão e tempo de permanência para evitar a degradação do material, decoloração ou geração de gás.
08、Como melhorar a estabilidade de temperatura da cola fundida em moldagem por injeção?
Pode começar com a secagem do material, a configuração da temperatura do tubo, o design do parafuso, a velocidade do parafuso, a pressão de volta, o tempo de armazenamento e o monitoramento do processo. A análise de dados de processo com um sistema de injeção inteligente permite obter maior controle sobre a energia de plastificação, as flutuações de temperatura e a estabilidade da moldagem.
09、Quais são as soluções das máquinas de injeção FCS para clientes de diferentes indústrias?
O FCS atende às necessidades da indústria com diferentes modelos projetados, como a série SA para embalagens de alta velocidade, peças automotivas, paletes logísticas e produção em massa de grandes peças de trabalho; As máquinas de injeção totalmente elétricas CT-e são adequadas para aplicações eletrônicas, ópticas, médicas e de moldagem de precisão. Com o sistema de fabricação inteligente iMF 4.0, a integração do monitoramento de processos, gerenciamento de energia e análise de dados aumenta a estabilidade da produção em massa.